| Aplicaciones del aire comprimido en las operaciones de parada en refinerías |
| La parada de una refinería es un trabajo complejo que requiere de una planificación previa muy detallada y de la contratación de servicios auxiliares que apoyen y desarrollen trabajos durante el tiempo que dura dicha parada. |
Publicado por Atlas Copco Rental
Las refinerías son complejos industriales de gran tamaño que requieren de una constante atención. Su funcionamiento es continuo 24/7 y solo pueden realizar paros programados para trabajos de mantenimiento en profundidad.
La parada de una refinería es un trabajo complejo que requiere de una planificación previa muy detallada y de la contratación de servicios auxiliares que apoyen y desarrollen trabajos durante el tiempo que dura dicha parada.
Uno de esos servicios es el correspondiente al aire comprimido, nitrógeno o vapor. Atlas Copco Rental explica en este artículo técnico, las aplicaciones donde es necesario el uso del aire comprimido durante las operaciones de parada de una refinería.
Las distintas aplicaciones que se pueden ejecutar en una parada en refinería son las siguientes:
1. Transporte catalítico
Primeramente, el coque se mezcla con nitrógeno en estado gaseoso, siendo el aire exento de aceite el medio de transporte para mover el coque caliente e introducirlo en los manifolds que van al nuevo coker.
2. Limpieza de torre: catalítica de craqueo
Los compresores exentos de aceite limpian la torre catalítica de catalizadores. El aire exento servirá para hacer un soplado de las tuberías y para el quemado de los residuos en la torre de craqueo.
3. Limpieza de torre: catalítica de craqueo. Decocking
La refinería de San Pablo Bay, California (EE.UU.), utiliza una media de tres veces al año compresores de aire exentos para eliminar el coque. Los compresores se adaptan a la perfección a las necesidades de esta refinería. Durante dos semanas se suministra aire a una presión de 8 bar para realizar las operaciones de limpieza.
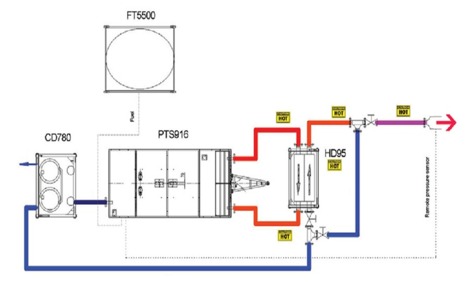
4. Test de presión: Torre catalítica de craqueo
Después de una limpieza es necesario comprobar la presión dentro de la torre catalítica de craqueo. Para poder realizar este test se tiene que suministrar aire comprimido a una temperatura de rocío de -40ºC y a una presión de 8,5 bar.
Para ello es necesario utilizar secadores de aire de adsorción, regenerados por aire y que cumplan las siguientes características:
5. Soplado de aire de alta presión
El soplado de aire es un método que utiliza la energía cinética del aire comprimido para eliminar todo el óxido u otros contaminantes en la superficie y cualquier material extraño sobrante de la construcción como escorias de soldadura, etc. La actividad se lleva a cabo para asegurar que ningún material extraño en el sistema causa ningún daño al equipo de la planta, sobre todo a equipos rotativos, filtros, instrumentos, etc.
Cada procedimiento de soplado de aire está diseñado específicamente para el sistema individual que se desea limpiar.
Durante el soplado de aire, todos los instrumentos se aíslan y todas las válvulas de control y seguridad se eliminan. La operación de soplado de aire se lleva a cabo después de que se complete la prueba hidráulica y así el sistema se deshidrata.
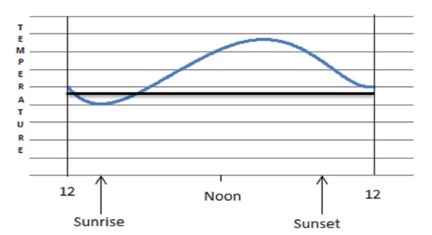
6. Control de temperatura: Frío/ Calor
Aplicaciones con aire/nitrógeno FRIO:
Aplicaciones con aire/nitrógeno CALOR:
|





 |