| Mejora de la calidad del aire comprimido con tecnología de Beko Technologies |
| BEKO TECHNOLOGIES | Empresas de alimentación como Goikoa son cada vez más conscientes de que un aire comprimido de mala calidad puede dañar la maquinaria y provocar defectos en la producción. |
Las empresas de alimentación son cada vez más conscientes de que la calidad de sus productos tiene mucha relación con la calidad del aire comprimido. Por ello, es imprescindible llevar a cabo el tratamiento y control del aire comprimido.
A pesar de que el aire no tenga contacto con el producto, un aire comprimido de mala calidad puede dañar la maquinaria y provocar defectos y mermas en la producción.
En caso de contacto directo con el producto o el envase, el aire comprimido puede convertirse en una fuente de contaminación que modifique su calidad, sea por humedad, aceite, partículas o microorganismos.
Goikoa es un ejemplo de empresa que ha comprendido la importancia de la calidad del aire comprimido y ha invertido en evitar que el aire comprimido no pueda reducir ni un ápice la calidad de sus productos.
Goikoa, reconocida empresa familiar de fabricación de embutidos, posicionada entre los 10 principales fabricantes de embutido curado y entre los 5 fabricantes más importantes de loncheados de embutido de España, cuenta con las certificaciones en BRC (AA+) Certificado SAI Globay en la IFS (Higher) Certificado SAI Global. Es evidente que la calidad de sus productos es una prioridad para la empresa, por lo que prestan atención constante a sus procesos productivos.
En Goikoa, el aire comprimido tiene contacto directo en el envasado y otros procesos productivos. Conscientes de que el aire puede ser una fuente de contaminación, y como parte de su política de mejora continua, la empresa decidió optimizar el sistema de tratamiento de aire comprimido para obtener un aire de la más alta calidad. El proveedor de soluciones Redin Compresores desarrolló un proyecto de mejora con tecnología y asesoramiento de Beko Technologies.
El reto era implementar un sistema completo que permitiera obtener un aire comprimido muy seco, libre de partículas y de aceite, con una calidad clase 2 :2 :1 según la ISO 8573, y, además, estéril.
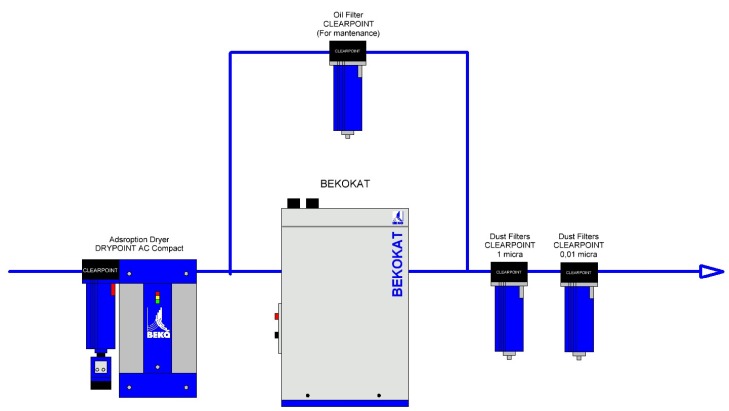
Se estudiaron diversas soluciones técnicas y, debido al caudal que se requería y al interés de Goikoa de que el aire comprimido tuviera una calidad constante, se presentó como solución el convertidor catalítico BEKOKAT, el secador de adsorción DRYPOINT y filtros de partículas CLEARPOINT.
El convertidor catalítico BEKOKAT descompone el aceite y los hidrocarburos presentes en el aire comprimido, no importa el compresor que se utilice. Con esta tecnología, en Goikoa se eliminará el riesgo de contaminación por MOSH o MOAH provenientes del aire comprimido. BEKOKAT cuenta además con un sistema de seguridad mediante válvulas de seguridad. En caso de que haya un mal funcionamiento del compresor y se derrame aceite en el sistema, BEKOKAT cerrará el paso del aire e impedirá que esta contaminación entre en la instalación y pueda llegar al producto. También se ha instalado un filtro de carbón activo mediante bypass para los procedimientos de mantenimiento del BEKOKAT.
En cuanto a la eliminación de microorganismos, debido a que BEKOKAT calienta el aire comprimido a 150°C en el proceso de catálisis, elimina los microorganismos del aire comprimido. Además, tiene la ventaja sobre los filtros estériles de funcionar de manera continua, sin declive de la calidad por saturación.
Asimismo, se ha instalado un secador de adsorción DRYPOINT AC Compact que alcanza un punto de rocío de -40°C. Este aire super seco permite trabajar sin problemas en ambientes fríos, habituales en la industria cárnica, pues evita que se forme condensación. Esto reduce el riesgo de contaminación al producto y al mismo tiempo reduce considerablemente las intervenciones de mantenimiento por suciedad u óxido en las máquinas que utilizan este aire en sus procesos.
Para la filtración se han instalado filtros CLEARPOINT 3eco. Estos filtros de 1 micra y 0,01 micra tienen una alta eficiencia de filtración con una pérdida de carga muy reducida.
Tras la instalación, se han llevado a cabo diferentes pruebas de calidad y Goikoa ha quedado satisfecho. En las pruebas se ha comprobado que el convertidor catalítico BEKOKAT está proporcionando un aire con apenas 0,0025 mg/m³ en aceite residual, lo que supone una calidad superior a clase 1 en aceite según la ISO 8573, a pesar de que el compresor instalado es lubricado. Esto demuestra la alta eficiencia del sistema para la eliminación del aceite residual en el aire comprimido.
Ahora en Goikoa tienen la tranquilidad de que la calidad de sus productos está aún más segura gracias a un aire comprimido de alta calidad.
|
 |