En muchos procesos productivos industriales como la forja, la extrusión o la fundición, es de vital importancia tener un control preciso de la temperatura en diferentes etapas de fabricación con el objetivo de asegurar la calidad de las piezas terminadas.
El control de temperatura puede hacerse con contacto, utilizando termopares, o sin contacto, utilizando pirómetros IR, entre otros sensores.
Siempre que es posible, en los procesos industriales se tiende a la utilización de sensores sin contacto, por las ventajas que aportan. La principal ventaja es la reducción de costes, debido a que no son consumibles de desgaste como los termopares. Otra ventaja destacada es la automatización sencilla del proceso, permitiendo su optimización al disponer de los datos de temperatura en tiempo real.
No todos los procesos industriales son iguales, por lo que existen diferentes modelos de pirómetros de infrarrojos en función de la longitud de onda que utilizan. De esta forma, en procesos de forja con acero o hierro sería necesario un pirómetro de 2 longitudes, mientras que para trabajos con aluminio donde la emisividades variable, habría que usar un pirómetro multi-longitud.
En el proceso de forja en caliente con piezas de acero es de vital importancia que el material esté en un rango de temperatura concreto antes de aplicar la presión dentro de la matriz. Si la temperatura es superior a ese rango, el material podría encontrarse demasiado líquido y, por el contrario, si está por debajo se corre el riesgo de dañar la matriz o el martillo debido a su dureza. Por esa razón, en algunas industrias como la de automoción, la cadencia de piezas es muy elevada y no es muy eficiente la utilización de termopares en el proceso, es necesario la utilización de instrumentos de mayor precisión como los pirómetros IR.
A pesar de las ventajas de la utilización de sensores sin contacto en forja, pueden aparecer otros factores que exijan una metodología precisa a la hora de utilizar pirómetros y unas características técnicas del instrumento específicas para la parametrización de algunos parámetros críticos.
Uno de los principales problemas en la medición de temperatura en forja en caliente es la aparición de cascarilla en la superficie de la pieza a medir. Para poder tener una medición fiable y precisa de una superficie de este tipo, es de vital importancia que todo el haz del pirómetro (Spot) quede dentro de la pieza a medir en una zona sin cascarilla. Para poder medir bien en estas condiciones es preciso utilizar un pirómetro con el haz lo más pequeño posible, con lo que aumentaría la posibilidad de tomar una medida correcta. El diámetro del spot varía con la distancia del pirómetro a la superficie a medir, por lo que es importante tener en cuenta este dato. El pirómetro deberá ser colocado teniendo en cuenta las siguientes circunstancias:
Se deberá minimizar el tamaño del spot a la distancia entre el pirómetro y la pieza.
Se aprovechará el movimiento de la pieza que se está controlando desde el horno a la matriz para que el haz recorra la máxima superficie a medir.
Se parametriza el pirómetro con el tiempo de respuesta menor para poder tomar el máximo número de medidas posibles a lo largo de la superficie.
Se utiliza la función peak picker que devolverá la temperatura más alta que haya medido en toda la superficie.
De esta manera, las lecturas de menor temperatura que corresponden a las tomadas cuando el spot no está en su totalidad dentro de la pieza o midiendo zonas con cascarilla, no se mostrarán. Como resultado se obtendrá la temperatura real de la superficie.
Para ese tipo de aplicación se puede utilizar el modelo del fabricante AST A450 600º-2500ºC, que a una distancia de 1 metro tiene un diámetro de spot de 5 mm con óptica de 200:1. Dispone además de salidas analógicas, función peak picker y un tiempo de respuesta parametrizable de 2 ms a 10 s.
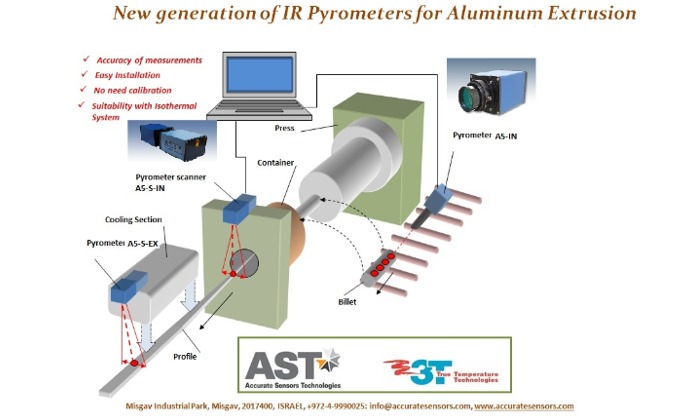
Una de las aplicaciones más complejas a la hora de medir la temperatura de manera fiable y en la que es de vital importancia disponer de esta información es la extrusión de aluminio. En el proceso de extrusión es crítico conocer:
La temperatura del perfil a la salida de la prensa.
La temperatura del perfil después del Quench (enfriamiento).
La temperatura de la matriz (menos crítico).
La temperatura del tocho o barra antes de la extrusión.
Al igual que en el proceso de forja, es importante conocer la temperatura de la barra antes del proceso para evitar que se funda el aluminio y no se dañe la prensa o matriz durante la extrusión.
Una vez extruido, el perfil sale de la matriz donde se produce un incremento de temperatura debido a la fricción entre el material y la propia matriz. Este es un punto crítico donde también es vital conocer la temperatura del perfil a la salida de la prensa y asegurar la calidad del aluminio evitando dañar la matriz.
Por último, es importante conocer bien el proceso de enfriamiento, dado el importante impacto que tiene en la calidad estructural del perfil. En este punto del proceso, la medida de la temperatura del perfil es aún más complicada debido a la dificultad que tiene hacer una medición en aluminio a baja temperatura.
En las imágenes mostradas a continuación se puede ver el control de la temperatura del tocho mediante un pirómetro, un pirómetro con escáner a la salida de la prensa y un pirómetro con escáner en la mesa de enfriamiento.
Temperatura del tocho
Salida de prensa
Mesa de enfriamiento
Con la información real de estas tres temperaturas no solo se puede asegurar una mejor calidad del perfil, sino que, además, se puede ayudar a mejorar y optimizar el proceso gracias a que es posible aumentar la velocidad de extrusión u homogenizar calidades. Sistemas como el nitrógeno líquido, utilizado para aumentar velocidad de extrusión y aumentar la vida de las matrices, requieren de una información precisa sobre las temperaturas en las diferentes etapas del proceso.
La temperatura real en aluminio está influenciada por la emisividad y el medio intermedio. Los pirómetros de AST utilizan algoritmos únicos y sofisticados implementados tanto el en hardware como en el software, con el fin de medir tanto la emisividad como la temperatura. La tecnología de AST se basa en la medición de dos señales separadas que se eligen cuidadosamente para diferentes aplicaciones, mientras usa un algoritmo que permite el cálculo de la temperatura real. Los pirómetros AST también reducen el factor de influencia del medio a través del cual pasa la radiación entre el objeto y el pirómetro.
Línea de productos de AST para aluminio y metales no ferrosos
A5-IN - pirómetro de baja temperatura (300 - 2000 °C).
A5-EX - pirómetro de baja temperatura (105 - 2500 °C).
A5-S-IN pirómetro de baja temperatura (300 - 2000 ºC) con escáner.
A5-S-EX - pirómetro de baja temperatura (105 - 2500 °C) con escáner.
A5-2W - baja temperatura (105-2.500 °C).
A5-FO-2W - pirómetro de baja temperatura con fibra óptica (450 - 1500 °C).
A5-WL - baja temperatura (300 - 1,740 °C) pirómetro de soldadura láser.
AST250-450 - para materiales ferrosos.
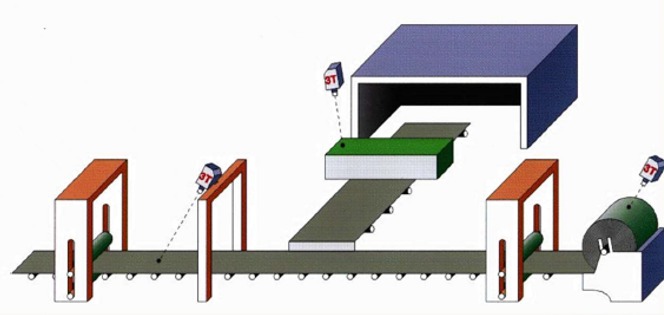
Otra aplicación en la que AST tiene experiencia y muy buenos resultados es el control de temperatura de chapa en proceso de laminación en caliente y bobinado.
Aluminium Hot Rolling Mill
T. (+34) 93 487 40 15 industrial@ferrer-dalmau.com




 Sábado, 4 de julio de 2026
Sábado, 4 de julio de 2026